|

根據雕刻用戶的不同需要,公司目前發行的2.5D雕刻軟體涵蓋了2D雕刻軟體的所有功能。2D雕刻功能主要適用於平面作業,如雙色板、銘牌、標牌、禮品裝飾等行業。2.5D雕刻軟體可滿足加工製作各種2D、2.5D雕刻產品的需要。如壓克力立體牌、工業表盤,及其他的巨型標牌標識等。
支持國內外各種電腦CNC雕刻機...把雕刻機的速度、力量與計算機的準確性、靈活性充分結合
銘牌雕刻軟體︰根據銘牌製作的特點開發的,專門用於銘牌證卡製作。用戶只需排版一個銘牌樣式,利用該軟體的數據庫排版功能可以馬上製作出同類的不同人員、職務等格式的銘牌。
專業割字軟體︰根據雕刻機上加工字和圖形的特點,專門用於割字的軟體。用戶可以根據切割材料的尺寸預先編輯字和圖形,再用雕刻機輸出,無須考慮複雜的圖形,文字筆畫相關順序和雕刻參數(不需要再學習G-code.nc...等語言代碼了)。
支持雕刻機在鋼、銅、鋁、木材有機玻璃、塑膠、人造大理石、西德紙等不同材質的材料上雕刻出精美無比的廣告藝術品。
操作簡單、易學、易用,軟體中隨時可加中英文字體、上萬種圖庫,結合其強大的功能,
能為您的廣告事業不斷創造新的表現!
主要特點
自動檢測圖形不閉合和自相交錯誤,自動處理
輸出界面開放,可任意連接進口、國產雕刻機
支持G代碼輸出, 可在數控機床輸出
支持二D雕刻和2.5D立體浮雕效果雕刻
支持常見各種形狀的刀具,如直刀、尖刀、平底刀、球頭刀等
用戶可以自己定義刀具形狀和尺寸支持原線輸出,刀具補償輸出,清底和勾邊可同時進行
支持後台輸出,提升電腦使用效率
|
陰刻、陽刻 |
|
所謂“陰刻”就是指:雕刻後在雕刻材料上留下的是凹下的文字或圖案。 |
|
所謂“陽刻”就是指:雕刻後在雕刻材料上留下的是凸出的文字或圖案,俗稱陽字或陽圖。 |
|
 陰刻 陰刻
|
|
 陽刻 陽刻 |
|
雕刻深度 |
|
“雕刻深度”是指加工的最大深度。在3D雕刻中,雕刻路徑的深度隨著加工圖形的形狀變化而不斷變化。 |
|
分層雕刻 |
|
在2D、3D、割字、影象雕刻中出現的“分層雕刻”,每次進刀不超過[
…
]毫米”,表示每次刀具進入材料的最大深度,對質地較硬的材質按經驗值進行多次分層雕刻,最終完成設計的雕刻深度。 |
|
鑲嵌路徑 |
|
所謂“鑲嵌”,就是一個設計圖形,分別進行陰刻和陽刻後,所得到的兩部分分別稱為陰模和陽模﹔兩個模具能夠無縫隙地扣在一起。考慮到刀具的影響,在計算雕刻路徑時,其中一種必須選“鑲嵌路徑”。 |
|
刀具補償 |
|
在加工過程中,刀具本身有切割寬度,加上“刀具補償”後,能夠自動消除刀具刃寬對加工效果的影響。 |
|
勾邊時的旋轉方向 |
|
在進行切割和銑底時,選擇合適的勾邊旋轉方向,可以使加工後的物體側面更加光滑。 |
|
銑底方式 |
|
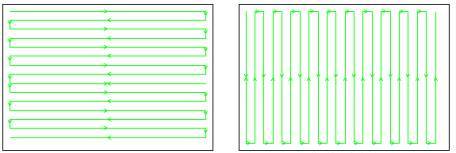
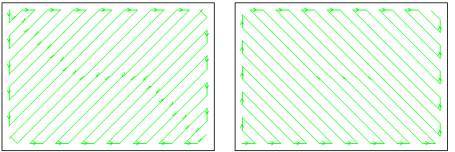
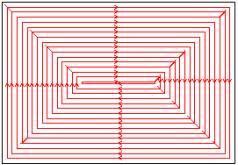
在2D與3D的路徑計算中,銑底是一種常見的加工方式,也就是將物體或文字的空余部分銑去。常用的銑底方式有:水平銑底、縱向銑底、正向45度銑底、反向45度銑底、環行銑底,但無論選擇哪種方式,其結果都是相同的,不同的只是加工時刀具行走的路線。下圖所示為不同銑底方式時的刀具路徑: |
|
 |
|
 |
|
 |
|
刀具選擇 |
|
對不同材料、不同硬度的物體進行加工時,為確保加工效率,保證加工效果,需要選擇合適的加工刀具。用戶可以自己設置、命名自己常用的刀具。通常刀具與參數的定義:文泰雕刻系統的刀具分為四類: 平底尖刀,中心尖刀,直刀,球底刀....統一存放在文泰雕刻系統的刀具庫中。為使操作者使用方便,系統在刀具庫定義了一批常用刀具,在實際應用中用戶可以隨時在刀具庫中新增刀具。 |
|
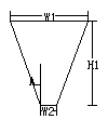
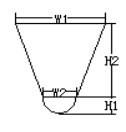
平底尖刀...由於其刃部為錐形,底部為平底,所以稱為平底尖刀,其特性參數有三項,刃角A、刃寬W2和刃的頂部直徑W1。刃角A為刀具刃部錐形的角度,刃寬W2為刀具刃部尖端的直徑,刃的頂部的直徑W1為刀具柄部的直徑,刃的頂部直徑通常為刀柄的直徑,通用雕刻機使用的刀具刀柄直徑有兩種:6MM
和3MM,即通常所說的6毫米刀和3毫米刀。平底尖刀的定義就是在刀具的名稱下給出上述三個參數的數據定義。其中的刃高參數H1僅為參考值,它不需用戶定義,它提示用戶定義實際雕刻深度時不得大於該刃高。 |
 |
|
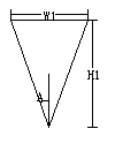
中心尖刀...由於其刃部為錐形,底部呈尖狀,所以稱為中心尖刀,其特性參數有二項,刃角A和刃的頂部直徑W1。刃角為刀具刃部錐形的角度(與中心線的夾角),刃的頂部直徑通常為刀柄的直徑,中心尖刀的定義就是在刀具的名稱下給出上述二個參數的數據定義。(可以將其視為特殊的平底尖刀)。其中的刃高參數H1僅為參考值,它不需用戶定義,它提示用戶定義實際雕刻深度時不得大於該刃高。 |
 |
|
直刀...由於其刃部為一柱形所以稱為直刀,又稱銑刀。直刀的特性參數有兩項,刃高H1和刃寬W1。刃高H1為刀具刃部的高度,刃寬W1為刀具刃部的直徑,直刀的定義就是在其名稱下給出上述兩個參數的數據定義。直刀一般用於切割,由於其結構特點的限制直刀直徑不能太小,在常規下直刀直徑最小為0.8MM,再小的耐用性就較差。 |
 |
|
球底尖刀...由於其刃部為錐形,底部為球面,所以稱為球底尖刀,其特性參數有四項,刃角A、刃寬W2、刀柄直徑W1和球面高度H1。刃角A為刀具刃部錐形的角度(同平底尖刀的定義),刃寬W2為刀具刃部尖端的直徑,刀刃頂部的直徑W1為刀具柄部的直徑,球面高度H1為球面最低處到截斷球面的平面高度。刃的頂部直徑通常為刀柄的直徑。球底尖刀的定義就是在刀具的名稱下給出上述四個參數的數據定義。 |
 |
|
重疊率 |
|
刀具本身有刃寬,如果不設置重疊率,在加工時,材料上會有一些地方不能被加工到,如果加大每刀之間的緊密程度,則加工後的材料表面可以保持光滑。但重疊率過大,加工效率會相應降低。 |
|
落/起刀 |
|
在進行割字等操作時,為了避免在進刀和出刀時對加工效果的影響,故意將進刀點和出刀點移到非加工區域中。 |
|
鑽孔半徑 |
|
指需要加工的孔徑的大小,當選擇鑽孔半徑為刀具半徑時,雕刻刀直接從物體表面加工到指定深度,孔的半徑與刀具的直徑相同。當選擇的孔的半徑比刀具半徑大時,通過刀具的旋轉達到指定的孔的半徑。 |
|
2D雕刻 |
|
通常,2D雕刻的雕刻深度是固定的,也就是根據設計的雕刻深度,從物體表面進行清銑加工,最終達到設計的理想效果。常見的雕刻方式有:水平銑底、縱向銑底、正向45度銑底、反向45度銑底、勾邊、環行銑底,2D中還具有二次加工方式,常見方式有:水平銑底、縱向銑底、正向45度銑底、反向45度銑底、勾邊、環型銑底。2D雕刻可以用來進行勾邊、銑底、制作銘牌等。 |
|
3D雕刻 |
|
3D雕刻,是指根據圖形和刀具的不同,系統自動變化雕刻的深度,保證雕刻的表面與設計物體一致。俗稱“3D清角”功能。如果只用單獨的3D雕刻路徑加工,部分區域有可能會加工不到,會產生所謂的“孤島”,文泰軟體對孤島的處理提供兩種加工方式:孤島加工與連續雕刻方式。孤島加工,就是對上述所說的一些未加工到的區域採用銑底的方式進行加工。進行清除銑底時,應定義其“重疊百分率”。挑角距離,是3D清角加工參數。當加工較大物體或使用了較粗的刀具時,挑角距離可以相應增大。通常情況下,建議使用默認值0.1毫米。挑角距離太小,可能使挑角次數過多,影響實際加工的效果。連續雕刻方式,是指對上述銑為平面的區域當作初始平面,繼續進行3D加工。這樣實際雕刻出的深度有可能比所設計的深度要大,但是不能超過刀刃加刀柄的高度。利用各種不同形狀和尺寸的雕刻刀(又稱尖刀),可以加工出不同效果的3D立體字。 |
|
影像雕刻 |
|
“路徑計算”中的“影像雕刻”,可以使您輕易雕出具有浮雕效果的圖象。 |
|
在影象雕刻選項中,“原始圖象”是指在文泰雕刻中需要計算路徑的圖象﹔“雕刻方式”中的橫、縱向,指刀具行走的方向﹔“最暗、最亮處深度”,指雕刻圖形時下刀的深淺﹔“間隔”,指每刀之間的距離。 |
|
“分層雕刻”,是設定每層雕刻時刀具的深度,“最暗處深度”,則是需要雕刻的總的加工深度。 |
|
而“外接矩形”,則是可以在所要雕刻的BMP圖上,自動增加一個矩形框,選擇“切割”,定義深度以及刀具後,還可以根據實際情況的不同定義“分層切割”的深度。如圖2所示。 |
|
 圖1
圖1 |
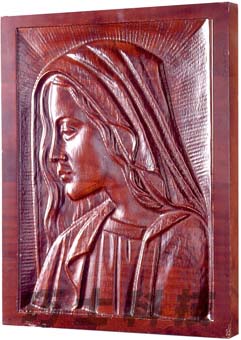 圖2
圖2 |
 |