|
根据雕刻用户的不同需要,公司目前发行的2.5D雕刻软件涵盖了2D雕刻软件的所有功能。2D雕刻功能主要适用于平面作业,如双色板、铭牌、标牌、礼品装饰等行业。2.5D雕刻软件可满足加工制作各种2D、2.5D雕刻产品的需要。如压克力立体牌、工业表盘,及其它的巨型标牌标识等。
支持国内外各种计算机CNC雕刻机...把雕刻机的速度、力量与计算器的准确性、灵活性和可靠性充分结合
同时包含以下相关功能:
铭牌雕刻软件︰根据铭牌制作的特点开发的,专门用于铭牌证卡制作。用户只需排版一个铭牌样式,利用该软件的数据库排版功能可以马上制作出同类的不同人员、职务等格式的铭牌。
专业割字软件︰根据雕刻机上加工字和图形的特点,专门用于割字的软件。用户可以根据切割材料的尺寸预先编辑字和图形,再用雕刻机输出,无须考虑复杂的图形,文字笔画相关顺序和雕刻参数(不需要再学习G-code.nc...等语言代码了)。
支持雕刻机在钢、铜、铝、木材有机玻璃、塑料、人造大理石、西德纸等不同材质的材料上雕刻出精美无比的广告艺术品。
操作简单、易学、易用,软件中随时可加中英文字体、上万种图库,结合其强大的功能,
能为您的广告事业不断创造新的表现!
主要特点
自动检测图形不闭合和自相交错误,自动处理
输出界面开放,可任意连接进口、国产雕刻机
支持G代码输出, 可在数控机床输出
支持二D雕刻和2.5D立体浮雕效果雕刻
支持常见各种形状的刀具,如直刀、尖刀、平底刀、球头刀等
用户可以自己定义刀具形状和尺寸支持原线输出,刀具补偿输出,清底和勾边可同时进行
支持后台输出,提升计算机使用效率
|
阴刻、阳刻 |
|
所谓“阴刻”就是指:雕刻后在雕刻材料上留下的是凹下的文字或图案。 |
|
所谓“阳刻”就是指:雕刻后在雕刻材料上留下的是凸出的文字或图案,俗称阳字或阳图。 |
|
 阴刻 阴刻
|
|
 阳刻 阳刻 |
|
雕刻深度 |
|
“雕刻深度”是指加工的最大深度。在3D雕刻中,雕刻路径的深度随着加工图形的形状变化而不断变化。 |
|
分层雕刻 |
|
在2D、3D、割字、影象雕刻中出现的“分层雕刻”,每次进刀不超过[
…
]毫米”,表示每次刀具进入材料的最大深度,对质地较硬的材质按经验值进行多次分层雕刻,最终完成设计的雕刻深度。 |
|
镶嵌路径 |
|
所谓“镶嵌”,就是一个设计图形,分别进行阴刻和阳刻后,所得到的两部分分别称为阴模和阳模﹔两个模具能够无缝隙地扣在一起。考虑到刀具的影响,在计算雕刻路径时,其中一种必须选“镶嵌路径”。 |
|
刀具补偿 |
|
在加工过程中,刀具本身有切割宽度,加上“刀具补偿”后,能够自动消除刀具刃宽对加工效果的影响。 |
|
勾边时的旋转方向 |
|
在进行切割和铣底时,选择合适的勾边旋转方向,可以使加工后的物体侧面更加光滑。 |
|
铣底方式 |
|
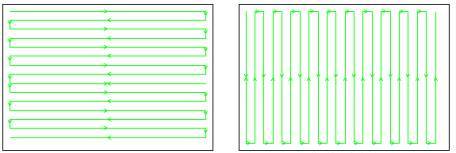
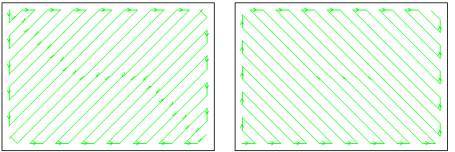
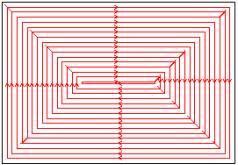
在2D与3D的路径计算中,铣底是一种常见的加工方式,也就是将物体或文字的空余部分铣去。常用的铣底方式有:水平铣底、纵向铣底、正向45度铣底、反向45度铣底、环行铣底,但无论选择哪种方式,其结果都是相同的,不同的只是加工时刀具行走的路线。下图所示为不同铣底方式时的刀具路径: |
|
 |
|
 |
|
 |
|
刀具选择 |
|
对不同材料、不同硬度的物体进行加工时,为确保加工效率,保证加工效果,需要选择合适的加工刀具。用户可以自己设置、命名自己常用的刀具。通常刀具与参数的定义:文泰雕刻系统的刀具分为四类: 平底尖刀,中心尖刀,直刀,球底刀....统一存放在文泰雕刻系统的刀具库中。为使操作者使用方便,系统在刀具库定义了一批常用刀具,在实际应用中用户可以随时在刀具库中新增刀具。 |
|
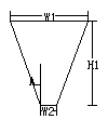
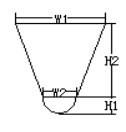
平底尖刀...由于其刃部为锥形,底部为平底,所以称为平底尖刀,其特性参数有三项,刃角A、刃宽W2和刃的顶部直径W1。刃角A为刀具刃部锥形的角度,刃宽W2为刀具刃部尖端的直径,刃的顶部的直径W1为刀具柄部的直径,刃的顶部直径通常为刀柄的直径,通用雕刻机使用的刀具刀柄直径有两种:6MM
和3MM,即通常所说的6毫米刀和3毫米刀。平底尖刀的定义就是在刀具的名称下给出上述三个参数的数据定义。其中的刃高参数H1仅为参考值,它不需用户定义,它提示用户定义实际雕刻深度时不得大于该刃高。 |
 |
|
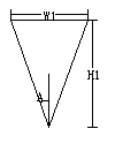
中心尖刀...由于其刃部为锥形,底部呈尖状,所以称为中心尖刀,其特性参数有二项,刃角A和刃的顶部直径W1。刃角为刀具刃部锥形的角度(与中心线的夹角),刃的顶部直径通常为刀柄的直径,中心尖刀的定义就是在刀具的名称下给出上述二个参数的数据定义。(可以将其视为特殊的平底尖刀)。其中的刃高参数H1仅为参考值,它不需用户定义,它提示用户定义实际雕刻深度时不得大于该刃高。 |
 |
|
直刀...由于其刃部为一柱形所以称为直刀,又称铣刀。直刀的特性参数有两项,刃高H1和刃宽W1。刃高H1为刀具刃部的高度,刃宽W1为刀具刃部的直径,直刀的定义就是在其名称下给出上述两个参数的数据定义。直刀一般用于切割,由于其结构特点的限制直刀直径不能太小,在常规下直刀直径最小为0.8MM,再小的耐用性就较差。 |
 |
|
球底尖刀...由于其刃部为锥形,底部为球面,所以称为球底尖刀,其特性参数有四项,刃角A、刃宽W2、刀柄直径W1和球面高度H1。刃角A为刀具刃部锥形的角度(同平底尖刀的定义),刃宽W2为刀具刃部尖端的直径,刀刃顶部的直径W1为刀具柄部的直径,球面高度H1为球面最低处到截断球面的平面高度。刃的顶部直径通常为刀柄的直径。球底尖刀的定义就是在刀具的名称下给出上述四个参数的数据定义。 |
 |
|
重迭率 |
|
刀具本身有刃宽,如果不设置重迭率,在加工时,材料上会有一些地方不能被加工到,如果加大每刀之间的紧密程度,则加工后的材料表面可以保持光滑。但重迭率过大,加工效率会相应降低。 |
|
落/起刀 |
|
在进行割字等操作时,为了避免在进刀和出刀时对加工效果的影响,故意将进刀点和出刀点移到非加工区域中。 |
|
钻孔半径 |
|
指需要加工的孔径的大小,当选择钻孔半径为刀具半径时,雕刻刀直接从物体表面加工到指定深度,孔的半径与刀具的直径相同。当选择的孔的半径比刀具半径大时,通过刀具的旋转达到指定的孔的半径。 |
|
2D雕刻 |
|
通常,2D雕刻的雕刻深度是固定的,也就是根据设计的雕刻深度,从物体表面进行清铣加工,最终达到设计的理想效果。常见的雕刻方式有:水平铣底、纵向铣底、正向45度铣底、反向45度铣底、勾边、环行铣底,2D中还具有二次加工方式,常见方式有:水平铣底、纵向铣底、正向45度铣底、反向45度铣底、勾边、环型铣底。2D雕刻可以用来进行勾边、铣底、制作铭牌等。 |
|
3D雕刻 |
|
3D雕刻,是指根据图形和刀具的不同,系统自动变化雕刻的深度,保证雕刻的表面与设计物体一致。俗称“3D清角”功能。如果只用单独的3D雕刻路径加工,部分区域有可能会加工不到,会产生所谓的“孤岛”,文泰软件对孤岛的处理提供两种加工方式:孤岛加工与连续雕刻方式。孤岛加工,就是对上述所说的一些未加工到的区域采用铣底的方式进行加工。进行清除铣底时,应定义其“重迭百分率”。挑角距离,是3D清角加工参数。当加工较大物体或使用了较粗的刀具时,挑角距离可以相应增大。通常情况下,建议使用默认值0.1毫米。挑角距离太小,可能使挑角次数过多,影响实际加工的效果。连续雕刻方式,是指对上述铣为平面的区域当作初始平面,继续进行3D加工。这样实际雕刻出的深度有可能比所设计的深度要大,但是不能超过刀刃加刀柄的高度。利用各种不同形状和尺寸的雕刻刀(又称尖刀),可以加工出不同效果的3D立体字。 |
|
影像雕刻 |
|
“路径计算”中的“影像雕刻”,可以使您轻易雕出具有浮雕效果的图象。 |
|
在影象雕刻选项中,“原始图象”是指在文泰雕刻中需要计算路径的图象﹔“雕刻方式”中的横、纵向,指刀具行走的方向﹔“最暗、最亮处深度”,指雕刻图形时下刀的深浅﹔“间隔”,指每刀之间的距离。 |
|
“分层雕刻”,是设定每层雕刻时刀具的深度,“最暗处深度”,则是需要雕刻的总的加工深度。 |
|
而“外接矩形”,则是可以在所要雕刻的BMP图上,自动增加一个矩形框,选择“切割”,定义深度以及刀具后,还可以根据实际情况的不同定义“分层切割”的深度。如图2所示。 |
|
 图1
图1 |
 图2
图2 |
|



